Natryskiwanie płomieniowe naddźwiękowe
>> wtorek, 29 marca 2011
W metodzie natryskiwania naddźwiękowego najczęściej stosuje się wodór, propan lub propylen. Natryskiwane cząstki materiału powłokowego w palnikach naddźwiękowych osiągają prędkości od 400 do 1200 m/s. Powłoki natryskane techniką naddźwiękową mają bardzo niską porowatość i małą zawartość tlenków oraz bardzo wysoką wytrzymałość obszaru dyfuzyjnego połączenia powłoki z natryskiwanym podłożem.
Zależnie od konstrukcji palników wyróżnia się:
- z dużymi prędkościami natryskiwanych cząstek,
- z dużymi prędkościami cząstek i pod dużym ciśnieniem.
Natryskiwanie detonacyjne polega na wykorzystaniu energii wybuchu mieszaniny acetylenowo-tlenowej do stopienia lub nadtopienia cząstek materiału powłokowego w postaci proszku i nadania im dużej prędkości, do 800m/s.
Urządzenie do detonacyjnego natryskiwania pracuje okresowo. Składa się z długiej tulei do której wprowadza się pod ciśnieniem mieszaninę acetylenu i tlenu, bądź wodoru i tlenu oraz proszek do natryskiwania pod ciśnieniem gazu podającego. Cykl pracy palnika składa się z:
- napełnienia komory roboczej gazową mieszaniną detonacyjną,
- podania proszku do komory,
- zdetonowania mieszaniny,
- uformowania strumienia cząstek proszku i spalonych gazów,
- przyspieszenia gazów w kierunku rozprzestrzeniania się fali detonacyjnej,
- wypływu strumienia z komory roboczej, lotu i uderzenia cząstek w pokrywane podłoże.

Schemat natryskiwania detonacyjnego;
1 - komora robocza,
2 - świeca zapłonowa,
3 - dozownik proszku,
4 - doprowadzenie gazu obojętnego,
5 - zawór,
6 - doprowadzenie gazu do podawania proszku,
7 - pokrywana powierzchnia,
8 - powłoka natryskana
Do mieszaniny detonacyjnej dodaje się gaz obojętny – azot, argon lub hel, do przepłukiwania komory roboczej. Detonacje mieszaniny gazów wywołuje iskra świecy zapłonowej z częstotliwością 10 ÷ 20 Hz, a seria fal detonacyjnych stapia cząstki proszku i przyspiesza je do prędkości 500 do 800 m/s. Temperatura w komorze osiąga 3200°C, ale temperatura natryskiwanego przedmiotu nie przekracza 150°C. Po każdej serii detonacji komorę przepłukuje się azotem.
Powłoki natryskane detonacyjnie mają bardzo wysoką przyczepność do podłoża, kilka razy wyższą niż w innych metodach, wskutek połączenia adhezyjnego lub dyfuzyjnego, a także silną kohezją pomiędzy cząstkami w samej powłoce oraz niską porowatość, zwykle ok. 0,5%. Grubości natryskanych powłok najczęściej osiągają 0,5 mm. Wadą tej techniki jest bardzo wysoki poziom hałasu.
Powłoki detonacyjne są stosowane w celu: zwiększenia odporności elementów maszyn i narzędzi na procesy ścierne, odporności na korozję wysokotemperaturową i erozję, odporności na udary cieplne i mechaniczne, obniżenia porowatości uprzednio naniesionych warstw, jak np. w wypadku regeneracji elementów maszyn: wałów, osi, półosi, bębnów ciągarek, prowadnic, noży, łopatek turbin, elementów pomp, form do odlewania pod ciśnieniem.
Natryskiwanie proszkowe naddźwiękowe z dużymi prędkościami (HVOF - High Velocity Oxy Fuel) polega na ciągłym spalaniu gazu palnego: propylenu, wodoru lub propanu w tlenie lub powietrzu. Mieszanina gazów jest podawana do chłodzonej wodą komory spalania pod dużym ciśnieniem, gdzie ulega spalaniu sposób ciągły. Rozprężający się płomień gazowy o temperaturze powyżej 3200°C z charakterystycznymi „udarami romboidalnymi” nagrzewa do temperatury topnienia podawany proszek pod ciśnieniem i przyspiesza go nawet do 1000 m/s. Tą metodą nakłada się powłoki z aluminium, miedzi, stopów żelaza, niklu, kobaltu, cermetali, jak Co-WC.

Natryskiwanie proszkowe naddźwiękowe z dużymi prędkościami i pod dużym ciśnieniem (HP/HVOF – High Pressure/High Velocity Oxy Fuel) przeprowadza się przy pomocy palników na paliwo płynne, najczęściej naftę lotniczą. Osiąga się w nich jeszcze większe prędkości stopionych cząstek, do 1200 m/s, przy niższej temperaturze płomienia, rzędu 2700°C, co skutkuje większą energią kinetyczną cząstek. W rezultacie powłoki mają większą jednorodność struktury, najniższą porowatość , najmniejszy udział tlenków, czas przebywania bowiem cząstek w atmosferze utleniającej wskutek ich dużej prędkości jest krótki i ponadto wobec możliwości stosowania proszków gruboziarnistych. Lepsze jest też przyleganie cząstek do siebie i do podłoża. Natryskane warstwy są więc wysokiej jakości, o gładkiej powierzchni i wysokiej wytrzymałości. W jednym przejściu można nałożyć warstwy o grubości 1 mm, a całkowitą do ok. 12 mm.
Tą techniką można nałożyć powłoki z czystych metali: Mo, Ni, Co, Ti, Ta, stali, mieszanin, np. aluminium z grafitem, materiałów ceramicznych i ich kombinacji z metalami, np. węglików wolframu lub węglików chromu w osnowie kobaltu, niklu lub stopu Ni-Cr. Stosuje się je na części maszyn przemysłu lotniczego, kosmicznego, chemicznego i in. jak: wały, zawory i gniazda zaworowe silników, części silników odrzutowych, głównie w celu nadania wysokiej odporności na ścieranie i korozję wysokotemperaturową.
Powłoki natryskiwane metodą elektryczną łukową
Źródłem ciepła potrzebnego do stopienia materiału powłokowego w tej metodzie jest łuk elektryczny zajarzany między drutami metalu natryskiwanego, w osi wypływającego strumienia powietrza, które rozpyla i przenosi stopione cząstki na pokrywane podłoże.
Urządzenie do natryskiwania elektrycznego łukowego składa się ze źródła prądu stałego, układu sterowania, drutu elektrodowego, układu podawania drutu, źródła sprężonego powietrza oraz palnika.
Właściwy dobór parametrów: napięcia i natężenia prądu, prędkości podawania drutów, symetrycznego ustawienia prowadnic drutu w osi strumienia sprężonego powietrza, pozwalają na uzyskanie bardzo drobnych cząstek ciekłego metalu, prawie o jednakowym wymiarze, których prędkość dochodzi do 150 m/s, co przy temperaturze łuku wynoszącej ok. 6000°C, daje powłoki bardzo drobnoziarniste o dużej przyczepności do podłoża, (większej niż w metodzie natryskiwania płomieniowego), z powodu możliwości spojenia metalurgicznego ciekłych cząstek z podłożem.
Podobnie jak w innych metodach natryskiwania, bardzo ważny jest stan powierzchni pokrywanego podłoża – musi być czysta i o odpowiedniej chropowatości.
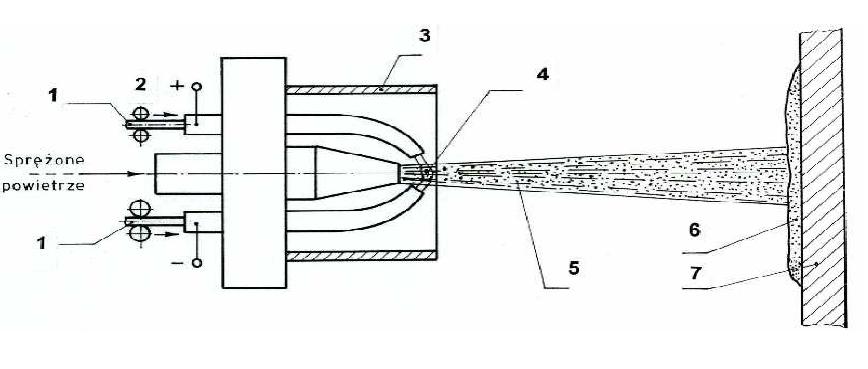
Schemat natryskiwania elektrycznego łukowego zasilanego drutem;. 1 – drut elektrodowy, 2 – rolki podają ce, 3 – osłona, 4 - łuk elektryczny, 5 – strumień z rozpylonymi cząstkami metalu, 6 – natryskana powłoka,
7 – podłoże
Podstawowym parametrem natryskiwania łukowego są: natężenie i napięcie prądu, prędkość podawania drutów, ciśnienie powietrza, średnica drutu, odległość dyszy palnika od powierzchni pokrywanego podłoża, prędkość przesuwu palnika. Optymalne parametry natryskiwania dobiera się doświadczalnie, przy czym zalecana odległość od podłoża mieści się w granicach 50 ÷ 200 mm.Metodą elektryczną łukową można natryskiwać metale w postaci drutów z aluminium, miedzi, niklu, cynku, molibdenu, brązów, mosiądzów, babbitów, nadstopów, stali stopowych. Ponieważ w łuku stapia się dwa druty, więc dobierając różne materiały można wytworzyć powłoki o specjalnych cechach. Grubości warstw w jednym przejściu mieszczą się w zakresie 0,01 ÷ 0,5 mm, przy czym możliwość natryskiwania w komorze o obniżonym ciśnieniu lub w atmosferze ochronnej czynią tę metodę konkurencyjną w stosunku do nowszej metody natryskiwania plazmowego. Natryskiwanie łukowe stosuje się m.in. do pokrywania prowadnic obrabiarek, czopów walców hutniczych, na które nanosi się stal chromową martenzytyczną.
7 – podłoże
Podstawowym parametrem natryskiwania łukowego są: natężenie i napięcie prądu, prędkość podawania drutów, ciśnienie powietrza, średnica drutu, odległość dyszy palnika od powierzchni pokrywanego podłoża, prędkość przesuwu palnika. Optymalne parametry natryskiwania dobiera się doświadczalnie, przy czym zalecana odległość od podłoża mieści się w granicach 50 ÷ 200 mm.Metodą elektryczną łukową można natryskiwać metale w postaci drutów z aluminium, miedzi, niklu, cynku, molibdenu, brązów, mosiądzów, babbitów, nadstopów, stali stopowych. Ponieważ w łuku stapia się dwa druty, więc dobierając różne materiały można wytworzyć powłoki o specjalnych cechach. Grubości warstw w jednym przejściu mieszczą się w zakresie 0,01 ÷ 0,5 mm, przy czym możliwość natryskiwania w komorze o obniżonym ciśnieniu lub w atmosferze ochronnej czynią tę metodę konkurencyjną w stosunku do nowszej metody natryskiwania plazmowego. Natryskiwanie łukowe stosuje się m.in. do pokrywania prowadnic obrabiarek, czopów walców hutniczych, na które nanosi się stal chromową martenzytyczną.



0 komentarze:
Prześlij komentarz